




































Key Project
ACE Refrigeration completed the design & build of a Smoke House at Inverawe including cold rooms, smoke rooms and a large temperature controlled production and packaging facility for Inverawe Smokehouse in Argyll. Inverawe Smokehouse is one of the biggest mail order companies and one of the most renowned smokehouses in Scotland as well as holders of the Royal Warrant.
Design
With specialist equipment required for the smoking rooms and a custom design for the chill and production areas, the design team at ACE worked closely with staff to tailor make the facility to suit the customer’s needs.
Back up
The single condensing units were supplied with back up compressors to provide stand-by in the event of failure, helping ensuring peace of mind for the client that the delicate products stored there would be maintained at the exact temperatures required.
Smoke Rooms
The whole smoking process can take anything from 24 to 48 hours. Each smokebox ‘smokes’ slightly differently, outside influences – wind, temperature, rain, and even sunshine – all have to be taken into account.
Cold smoking
The cold smokebox is partitioned off from the fire with a vent controlling the smoke intake. It is mainly for salmon and trout fillets. The temperature never goes above 30C and the fish is gently smoked for 24 to 48 hours.
Hot smoking
The hot smokebox is immediately above the fire. Being closer to the heat of the fires it smokes and cooks the fish. The products are usually cold-smoked overnight and then hot-smoked in the morning, when the fire lid is taken off and the product is cooked.
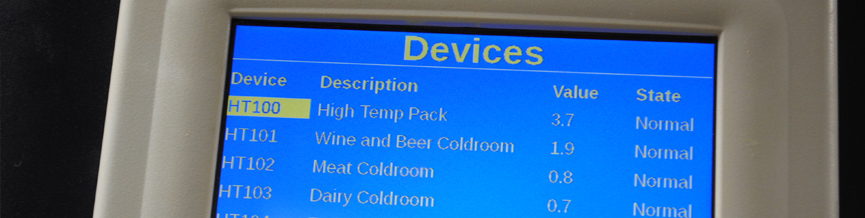
Temperature Control
Temperature Control was crucial to the whole project so our indemnified design, and ability to meet exacting standards was pivotal to ACE Refrigeration winning this contract, along with proven experience in the fish and seafood industry.
ACE Expertise
Established in Glasgow in 1951, our knowledge, breadth of experience and professional indemnity set us apart from others and enable us to have a very flexible approach to projects and working partnerships. We are manufacturer independent so are able to offer customers solutions which best meet their needs and we have experience working on all major manufacturers in the refrigeration and air conditioning equipment market.









